


Machina preli flexilis macro WE67K DSVP hydraulica 160T 3200 CNC 4+1 DA66T altae qualitatis
Introductio producti:
Motor servo in machina curvatrice CNC DSVP in systemate moderationis servo operatur. Signum imperii a systemate CNC accipit et signum electricum in motum mechanicum accuratum convertit. Speciatim, encoder intra motorem servo positionem, celeritatem, et alias informationes motoris ad systema moderationis in tempore reali remittit, ut imperium circuli clausi formet. Hoc modo, systema moderationis potest output motoris continenter accommodare secundum deviationem inter motum actualem et imperium, ita moderationem altae praecisionis motus cursoris machinae curvatricis assequens et accuratam stabilitatemque flexionis curans.
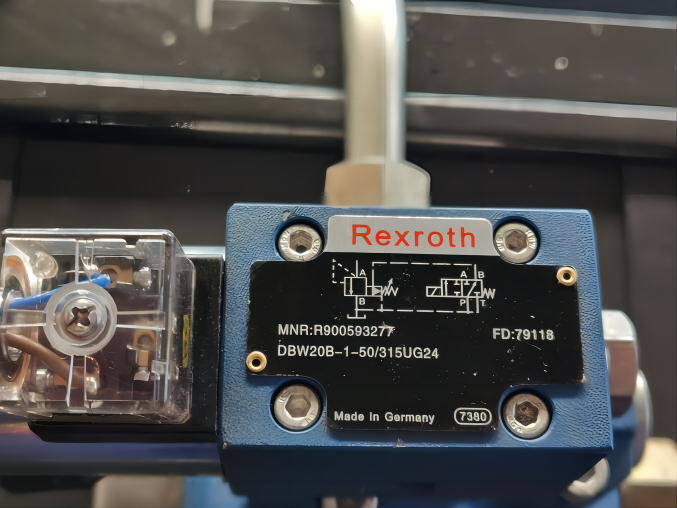
Structuram totam ferramentorum adhibet et systemate numerico moderationis Delem DA66T summae praecisionis instructum est. Functionem simulationis flexionis habet et facile operatur. Systema hydraulicum Rexroth e Germania importatum electum est ad stabilitatem operandi magnam machinae preli flexionis hydraulicae CNC praestandam. Modus compensationis mensae operis ex compensatione mechanica vel hydraulica eligi potest, quae bonam rectitudinem et angulum flexionis materiae processatae praestat. Cochlea globosa et ductor linearis ex configuratione summae qualitatis Taiwan HIWIN selecta sunt. Systema numericum moderationis quantitatem compensationis automatice accommodare potest, quod facile operatur et longam vitam machinae habet.
Proprietas producti
1. Technologia DSVP fluxum et pressionem antliae olei secundum onus laboris actuale machinae flectentis sponte accommodare potest, quod circiter 60% energiae conservare potest comparatione cum machinis flectentibus traditis.
2. Cum potentia emissa antliae olei oneris realis respondeat, iactura energiae et generatio caloris minuuntur, temperatura olei in operatione humilis est, et vita utilis partium hydraulicarum extendi potest. Simul, strepitus operationis etiam magnopere minuitur, quo ambiente laboris quietior fit.
3. Processus celeritatis altae et praecisionis: Systemate CNC provecto et technologia servo-regulationis instructa, cursor machinae flectentis CNC DSVP celeriter movetur, operationem flectendi celeriter perficere potest, et efficientiam productionis augere. Praecisio positionis alta est, exempli gratia, praecisio positionis quarundam instrumentorum ±0.01mm attingere potest, accuratio dimensionalis et constantia partium processarum confirmans.
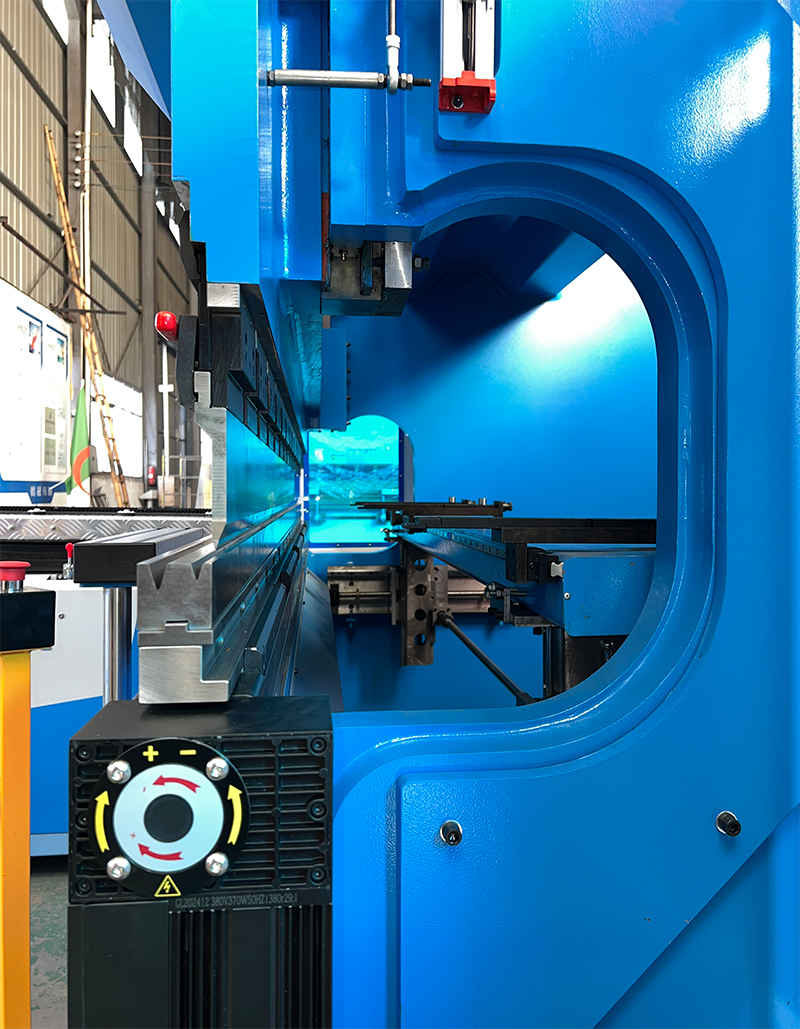
4. Machina preli hydraulica CNC plena automatica, laminas metallicas inoxidabiles flectens, cum magna praecisione flectendi, alta efficacia, facili operatione et securitate.
5. Structura ferrea totius machinae e ferro conglutinata praecisionem magnam et stabilitatem praestat.
6. Systema operandi visuale Delem DA66T adopta, cum tactili velamento, multifunctionibus, et usu facili ac utili.
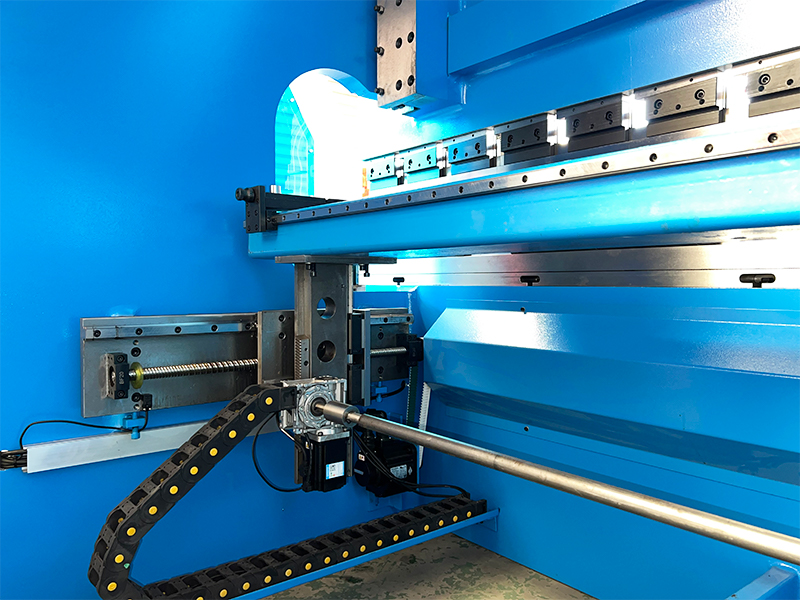
7.4+1 axium CNC posterior mensura, magna accuratio potest attingere ± 0.01mm
8. Cum motore principali servo Invoance, componentibus electricis Schneider ex Gallia.
9. Instructa ferrea lineari et cochlea globosa HIWIN, magna praecisione, ad 0.01mm pervenire potest.
10. Systema moderationis servo electro-hydraulicae adopta, cum alta efficacia et alta praecisione
11. Instrumenta preli flexoria hydraulica CNC materiis 42CrMo utuntur, ut forma duritie praestetur et diuturnam vitam praestet.
Applicatio producti

Magnitudines et formae partium structuralium metallicarum et partium mechanicarum magnopere variant, quod magnas facultates processus et adaptabilitatem machinae flectentis requirit. Necesse est eam laminas variarum crassitudinium et materiarum tractare posse, et firmitatem ac praecisionem post flexionem curare.
Adhiberi potest ad partes connectentes trabium ferrearum et columnarum ferrearum in aedificiis structurarum ferrearum, necnon mensas officinarum, fulcra, capsas, et cetera in fabricatione mechanica. Pressio potens et facultates accuratae moderationis machinae flectentis DSVP CNC laminas crassas et chalybes altae firmitatis efficaciter flectere possunt, requisitis firmitatis et praecisionis partium in industriis structurarum metallicarum et fabricationis mechanicae satisfaciens.




Parametrus producti
| NO | Specificatio | Cylindrus Diameter cylindri/diameter virgae (mm) | antlia olei (ml/r)*2 | (Servomotor + agitator)*2 | Celeriter decurrere Celeritas (mm/s) | Celeritas operandi (mm/s) | Celerreditusceleritas (mm/s) | Wpressio operis (bar) | Capacitas receptaculi cibustibilis()L) |
| 1 | sex3T | 120/115 | 13 | quinque.5kW | 250 | 2quinque | 250 | 275 | 50 |
| 2 | 100T | 151/145 | 16 | 7.5 kW | 280 | 25 | 250 | 275 | 63 |
| 3 | 1XXVT | 172/165 | 1sex | 7.5 kW | 180 | 1quinque | 180 | 270 | |
| quattuor | 160T | 197/190 | 16 | 7.5 kW | CLX | 12 | CLX | 255 | |
| quinque | 200T | 220/210 | 20 | 9KW | 130 | 13 | 140 | 263 | 80 |
| sex | 250T | 240/230 | 20 | 9KW | 130 | 11 | 130 | 275 | |
| VII | 300T | 260/250 | 20 | 9KW | CXX | 9 | CXX | 285 | |
| VIII | 400T | 310/295 | 32 | 15KW+22KW | centum | 11 | 110 | 265 | ducenti |
| 9 | 500T | 350/335 | 32 | 15KW+22KW | centum | VII | 90 | 260 | |
| 10 | 600T | 380/360 | 40 | 19.6KW+37KW | centum | 8.5 | 80 | 265 | trecenti |
| 11 | 800T | 430/410 | 50 | 31KW+37KW | centum | VIII | 90 | 276 | |
| 12 | 1000T | 480/460 | 63 | 35.6 kW+45KW | centum | 6.5 | 80 | 276 | quattuor00 |
| 13 | 1200T | 540/510 | 63 | 35.6 kW+45KW | centum | 6.5 | 60 | 262 | |
| 1quattuor | 1600T | DCXXX/600 | 100 | sex0 kW + 75 kW | 100 | VIII | VIII0 | 260 | DCCL |
| 1quinque | 2000T | VII00/670 | 125 | VII2 kW + 90 kW | 100 | VIII | 90 | 260 | |
| 1sex | 2500T | VII60/730 | 125 | VII2 kW + 90 kW | 100 | sex.5 | VIII0 | 275 | |
| 17 | 3000T | VIII35/800 | CLX | 90 kW + 110 kW | 100 | VII | 80 | 275 | mille |
| 1VIII | 3600T | 915/880 | CLX | 90KW+110KW | centum | sex | 80 | 275 |
Singula producti:
Pars posterior

Compensatio mechanica

Fibula celeris

Valvula hydraulica Bosch Rexroth
Antlia hydraulica a Sunny

Armarium electricum

Moderator CNC Delem DA66T

Motor principalis Invoance Servo

Instrumentum Ordinarium (Optionale)
Globus cochleatus et dux linearis
Exemplum:


Moderator facultativus:

